Briefly describe How we get the Mean transport value?

Homework Answers
![minimum numbex R(A#5 2(o·uss] I 6co.ss.](http://img.homeworklib.com/images/f95ec197-eabc-461d-97fd-c151f427d234.png?x-oss-process=image/resize,w_560)
Add Answer to:
Briefly describe How we get the Mean transport value? A semi-automated flexible manufacturing cell (FMC) is used to pro...
FLEXIBLE MANUFACTURING SYSTEM (FMS)
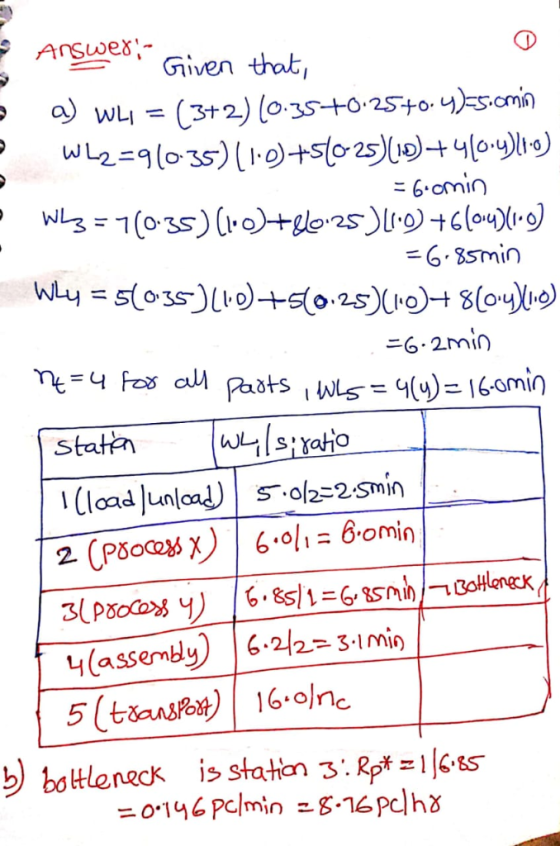
 A semi-automated flexible manufacturing cell (FMC) is used to produce threeproducts. The products are made by two automated processing stations followedby an assembly station. There is also a load/unload station. Material handlingbetween stations in the FMC is accomplished by automated guided vehicles(AGVs) that move tote bins containing the particular components to beprocessed and then assembled into a given product. The AGVs transfer tote binsbetween stations. In this way, the AGVs are kept busy while tote bins arequeued in front of...
A semi-automated flexible manufacturing cell (FMC) is used to produce threeproducts. The products are made by two automated processing stations followedby an assembly station. There is also a load/unload station. Material handlingbetween stations in the FMC is accomplished by automated guided vehicles(AGVs) that move tote bins containing the particular components to beprocessed and then assembled into a given product. The AGVs transfer tote binsbetween stations. In this way, the AGVs are kept busy while tote bins arequeued in front of...
1. A flexible manufacturing cell consists of two machining workstations plus a load/unload station. The load/unload...
 1. A flexible manufacturing cell consists of two machining workstations plus a load/unload station. The load/unload station is station 1 with one server (human worker). Station 2 consists of one CNC machining center. Station 3 has one CNC drill press. The three stations are connected by a part-handling system that has one work carrier. The mean transport time is 2.0 min. The FMC produces three parts, A, B, and C. The part mix fractions and process routings for the three...
1. A flexible manufacturing cell consists of two machining workstations plus a load/unload station. The load/unload station is station 1 with one server (human worker). Station 2 consists of one CNC machining center. Station 3 has one CNC drill press. The three stations are connected by a part-handling system that has one work carrier. The mean transport time is 2.0 min. The FMC produces three parts, A, B, and C. The part mix fractions and process routings for the three...
 1. A flexible manufacturing cell consists of two machining workstations plus a load/unload station. The load/unload station is station 1 with one server (human worker). Station 2 consists of one CNC machining center. Station 3 has one CNC drill press. The three stations are connected by a part-handling system that has one work carrier. The mean transport time is 2.0 min. The FMC produces three parts, A, B, and C. The part mix fractions and process routings for the three...
1. A flexible manufacturing cell consists of two machining workstations plus a load/unload station. The load/unload station is station 1 with one server (human worker). Station 2 consists of one CNC machining center. Station 3 has one CNC drill press. The three stations are connected by a part-handling system that has one work carrier. The mean transport time is 2.0 min. The FMC produces three parts, A, B, and C. The part mix fractions and process routings for the three...
Most questions answered within 3 hours.
-
Combustion of an unknown compound containing only carbon and
hydrogen produces 54.9 g of CO₂ and...
asked 4 minutes ago -
A basketball player achieves a hang time, the total time of
flight, of 0.748 s when...
asked 5 minutes ago -
A processor of carrots cuts the green top off each carrot,
washes the carrots, and inserts...
asked 17 minutes ago -
Please help me find the coefficient of kinetic and static
friction of two masses (500kg and...
asked 13 minutes ago -
Stanley Department Stores reported net income of $815,000 for
the year ended December 31, 2018.
Additional...
asked 18 minutes ago -
Below are the node_struct, link, list_struct and
list as defined in class and in hw3: typedef...
asked 17 minutes ago -
BA Corp is issuing a 10-year bond with a coupon rate of 6.00
percent. The interest...
asked 24 minutes ago -
How does a cell control the cell cycle? Explain 4 different ways
that cell cycle is...
asked 30 minutes ago -
We have to write some code to simulate
rabbits population growth in Australia. We have determined...
asked 30 minutes ago -
Presidential Aviation has provided charter flights to a wide
array of customers, including business travelers worldwide....
asked 44 minutes ago -
Discuss the significance of accounting systems in generating
reliable accounting information (200 words)
asked 49 minutes ago -
McCracken Aerial,
Inc., produces and sells a unique type of TV antenna. The company
has just...
asked 1 hour ago