
Homework Answers





Add Answer to:
Problem 2 (a): A mold has a downsprue of length - 6.0 in. The cross-sectional area...
Problem 2 (a): A mold has a downsprue of length = 6.0 in. The cross-sectional area...
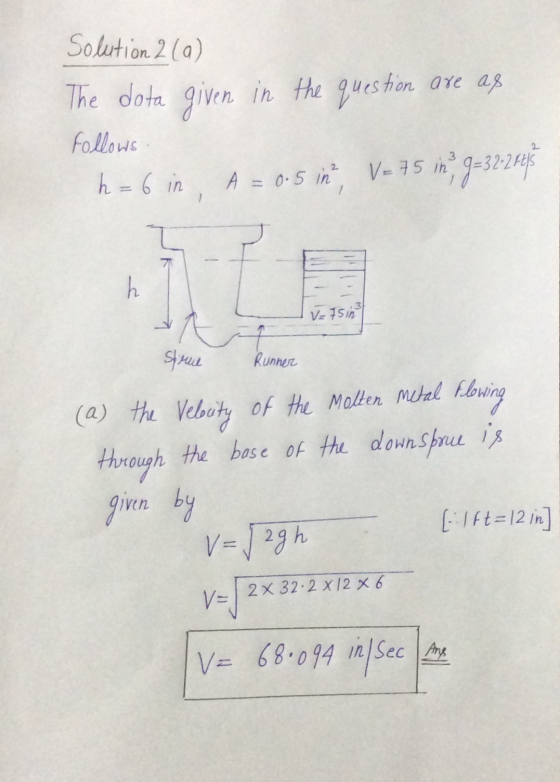
 Problem 2 (a): A mold has a downsprue of length = 6.0 in. The cross-sectional area at the bottom of the sprue is 0.5 in? The sprue leads into a horizontal runner that feeds the mold cavity, whose volume = 75 in'. Determine (a) the velocity of the molten metal flowing through the base of the downsprue, (b) the volume rate of flow and (c) the time required to fill the mold cavity.
Problem 2 (a): A mold has a downsprue of length = 6.0 in. The cross-sectional area at the bottom of the sprue is 0.5 in? The sprue leads into a horizontal runner that feeds the mold cavity, whose volume = 75 in'. Determine (a) the velocity of the molten metal flowing through the base of the downsprue, (b) the volume rate of flow and (c) the time required to fill the mold cavity.
Problem 2(b): The total solidification times of two casting shapes are to be compared: (1) a...
 Problem 2(b): The total solidification times of two casting shapes are to be compared: (1) a sphere with diameter = 1.0 in., (2) a cylinder with diameter and length both = 1.0 in. The same casting alloy is used both cases. (a) determine the relative solidification times for each geometry, (b) Based on the results of part (a), which geometric element would make the best riser? (c) If Cm= 18.0 min/in? in Chvorinov's rule, compute the total solidification time for...
Problem 2(b): The total solidification times of two casting shapes are to be compared: (1) a sphere with diameter = 1.0 in., (2) a cylinder with diameter and length both = 1.0 in. The same casting alloy is used both cases. (a) determine the relative solidification times for each geometry, (b) Based on the results of part (a), which geometric element would make the best riser? (c) If Cm= 18.0 min/in? in Chvorinov's rule, compute the total solidification time for...
Hi, please help me with this problem, please explain me step by step and write with...
 Hi, please help me with this problem, please explain me step by
step and write with very good calligraphy. Thank you very much.
Consider casting sand mold of the piece shown in the figure. The
dimensions are in centimeters.
(i) The molten metal overflows the pouring cup of the mold and
flows down the sprue (downsprue) at a constant rate of 2000
cm3/s. The cross section of the sprue is circular, with
a diameter of 6 cm at the top....
Hi, please help me with this problem, please explain me step by
step and write with very good calligraphy. Thank you very much.
Consider casting sand mold of the piece shown in the figure. The
dimensions are in centimeters.
(i) The molten metal overflows the pouring cup of the mold and
flows down the sprue (downsprue) at a constant rate of 2000
cm3/s. The cross section of the sprue is circular, with
a diameter of 6 cm at the top....
10.1 Investment casting is more suitable for mass production compare to sand casting: (a)True (b) False (0.1mark) A...
 10.1 Investment casting is more suitable for mass production compare to sand casting: (a)True (b) False (0.1mark) Answer 10.2 Total solidification time is defined as which one of the following: (a) time between pouring and complete solidification, (b) time between pouring and cooling to room temperature, (c) time between solidification and cooling to room temperature, or (d) time to give up the heat of fusion? (0.1mark) Answer. 10.3 A riser in casting is described by which of the following (three...
10.1 Investment casting is more suitable for mass production compare to sand casting: (a)True (b) False (0.1mark) Answer 10.2 Total solidification time is defined as which one of the following: (a) time between pouring and complete solidification, (b) time between pouring and cooling to room temperature, (c) time between solidification and cooling to room temperature, or (d) time to give up the heat of fusion? (0.1mark) Answer. 10.3 A riser in casting is described by which of the following (three...
10.3. The downsprue leading into the runnerofa certain mold has a length = 175 mm. The...
 10.3. The downsprue leading into the runnerofa certain mold has a length = 175 mm. The cross-sectional area at the base of the sprue is 400 mm-. The mold cavity has a volume 0,001 m. Determine (a) the velocity of the molten metal flowing through the base of the downsprue. (b) the volume rate of flow. and (c) the time required to fill the mold cavity. 10 A
10.3. The downsprue leading into the runnerofa certain mold has a length = 175 mm. The cross-sectional area at the base of the sprue is 400 mm-. The mold cavity has a volume 0,001 m. Determine (a) the velocity of the molten metal flowing through the base of the downsprue. (b) the volume rate of flow. and (c) the time required to fill the mold cavity. 10 A
1) Turbulence during pouring of the molten metal is undesirable since (two best answers): a) it...
1) Turbulence during pouring of the molten metal is undesirable since (two best answers): a) it causes discoloration of the mold surfaces, b) it dissolves the binder used to hold together the sand mold, c) it increases erosion of the mold surfaces, d) it increases the formation of metallic oxides that can become entrapped during solidification, e) it increases the mold filling time, and f) it increases total solidification time 2) Total solidification time is defined as a) time between...
Manufacturing methods 2. (25 pts) During a sand casting process, the constant C in Chvorinov's rule...
 Manufacturing methods
2. (25 pts) During a sand casting process, the constant C in Chvorinov's rule is 3 santerof 7 proce the OD and the ID surfaces. a) Estimate the time for the casting to fully solidify. (15 pts) ss is used to produce a hollow cylindrical casting with an OD (outside diameter) of 75 mm. diameter) of 50 mm, and a height of 125 mm. The mold contacts the cylinder on both b) Write the equation used to calculate...
Manufacturing methods
2. (25 pts) During a sand casting process, the constant C in Chvorinov's rule is 3 santerof 7 proce the OD and the ID surfaces. a) Estimate the time for the casting to fully solidify. (15 pts) ss is used to produce a hollow cylindrical casting with an OD (outside diameter) of 75 mm. diameter) of 50 mm, and a height of 125 mm. The mold contacts the cylinder on both b) Write the equation used to calculate...
(Metal-Casting Processes) (Groups) 10.47 A round casting is 0.2 m in diameter and 0.75 m in...
 (Metal-Casting Processes) (Groups) 10.47 A round casting is 0.2 m in diameter and 0.75 m in length. Another casting of the same metal is elliptical in cross-section, with a major-to-minor axis ratio of 2, and has the same length and cross-sectional area as the round casting. Both pieces are cast under the same conditions. What is the difference in the solidification times of the two castings? 10.48 A cylinder with a diameter of 50 mm and a height of 75...
(Metal-Casting Processes) (Groups) 10.47 A round casting is 0.2 m in diameter and 0.75 m in length. Another casting of the same metal is elliptical in cross-section, with a major-to-minor axis ratio of 2, and has the same length and cross-sectional area as the round casting. Both pieces are cast under the same conditions. What is the difference in the solidification times of the two castings? 10.48 A cylinder with a diameter of 50 mm and a height of 75...
Problem 2 (see Figure) The solid circular cross-section rod has a diameter d=5/8 in and length...
 Problem 2 (see Figure) The solid circular cross-section rod has a diameter d=5/8 in and length L=7.5 in. The material is 6061-A aluminum alloy. The direction of the resultant of the 4 forces applied on the ring is straight up. For F1=200 lb, F2=250 lb and F3=350 lb, calculate the force F, and the stress, strain and elongation of the rod. Ę F F 36 2017
Problem 2 (see Figure) The solid circular cross-section rod has a diameter d=5/8 in and length L=7.5 in. The material is 6061-A aluminum alloy. The direction of the resultant of the 4 forces applied on the ring is straight up. For F1=200 lb, F2=250 lb and F3=350 lb, calculate the force F, and the stress, strain and elongation of the rod. Ę F F 36 2017
 Problem 2 (a): A mold has a downsprue of length = 6.0 in. The cross-sectional area at the bottom of the sprue is 0.5 in? The sprue leads into a horizontal runner that feeds the mold cavity, whose volume = 75 in'. Determine (a) the velocity of the molten metal flowing through the base of the downsprue, (b) the volume rate of flow and (c) the time required to fill the mold cavity.
Problem 2 (a): A mold has a downsprue of length = 6.0 in. The cross-sectional area at the bottom of the sprue is 0.5 in? The sprue leads into a horizontal runner that feeds the mold cavity, whose volume = 75 in'. Determine (a) the velocity of the molten metal flowing through the base of the downsprue, (b) the volume rate of flow and (c) the time required to fill the mold cavity.
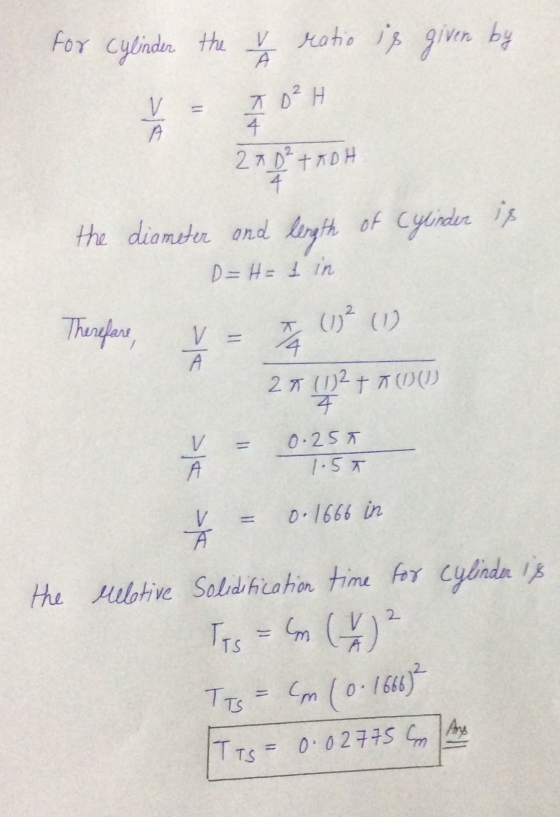
 Problem 2(b): The total solidification times of two casting shapes are to be compared: (1) a sphere with diameter = 1.0 in., (2) a cylinder with diameter and length both = 1.0 in. The same casting alloy is used both cases. (a) determine the relative solidification times for each geometry, (b) Based on the results of part (a), which geometric element would make the best riser? (c) If Cm= 18.0 min/in? in Chvorinov's rule, compute the total solidification time for...
Problem 2(b): The total solidification times of two casting shapes are to be compared: (1) a sphere with diameter = 1.0 in., (2) a cylinder with diameter and length both = 1.0 in. The same casting alloy is used both cases. (a) determine the relative solidification times for each geometry, (b) Based on the results of part (a), which geometric element would make the best riser? (c) If Cm= 18.0 min/in? in Chvorinov's rule, compute the total solidification time for...
 Hi, please help me with this problem, please explain me step by
step and write with very good calligraphy. Thank you very much.
Consider casting sand mold of the piece shown in the figure. The
dimensions are in centimeters.
(i) The molten metal overflows the pouring cup of the mold and
flows down the sprue (downsprue) at a constant rate of 2000
cm3/s. The cross section of the sprue is circular, with
a diameter of 6 cm at the top....
Hi, please help me with this problem, please explain me step by
step and write with very good calligraphy. Thank you very much.
Consider casting sand mold of the piece shown in the figure. The
dimensions are in centimeters.
(i) The molten metal overflows the pouring cup of the mold and
flows down the sprue (downsprue) at a constant rate of 2000
cm3/s. The cross section of the sprue is circular, with
a diameter of 6 cm at the top....
 10.1 Investment casting is more suitable for mass production compare to sand casting: (a)True (b) False (0.1mark) Answer 10.2 Total solidification time is defined as which one of the following: (a) time between pouring and complete solidification, (b) time between pouring and cooling to room temperature, (c) time between solidification and cooling to room temperature, or (d) time to give up the heat of fusion? (0.1mark) Answer. 10.3 A riser in casting is described by which of the following (three...
10.1 Investment casting is more suitable for mass production compare to sand casting: (a)True (b) False (0.1mark) Answer 10.2 Total solidification time is defined as which one of the following: (a) time between pouring and complete solidification, (b) time between pouring and cooling to room temperature, (c) time between solidification and cooling to room temperature, or (d) time to give up the heat of fusion? (0.1mark) Answer. 10.3 A riser in casting is described by which of the following (three...
 10.3. The downsprue leading into the runnerofa certain mold has a length = 175 mm. The cross-sectional area at the base of the sprue is 400 mm-. The mold cavity has a volume 0,001 m. Determine (a) the velocity of the molten metal flowing through the base of the downsprue. (b) the volume rate of flow. and (c) the time required to fill the mold cavity. 10 A
10.3. The downsprue leading into the runnerofa certain mold has a length = 175 mm. The cross-sectional area at the base of the sprue is 400 mm-. The mold cavity has a volume 0,001 m. Determine (a) the velocity of the molten metal flowing through the base of the downsprue. (b) the volume rate of flow. and (c) the time required to fill the mold cavity. 10 A
 Manufacturing methods
2. (25 pts) During a sand casting process, the constant C in Chvorinov's rule is 3 santerof 7 proce the OD and the ID surfaces. a) Estimate the time for the casting to fully solidify. (15 pts) ss is used to produce a hollow cylindrical casting with an OD (outside diameter) of 75 mm. diameter) of 50 mm, and a height of 125 mm. The mold contacts the cylinder on both b) Write the equation used to calculate...
Manufacturing methods
2. (25 pts) During a sand casting process, the constant C in Chvorinov's rule is 3 santerof 7 proce the OD and the ID surfaces. a) Estimate the time for the casting to fully solidify. (15 pts) ss is used to produce a hollow cylindrical casting with an OD (outside diameter) of 75 mm. diameter) of 50 mm, and a height of 125 mm. The mold contacts the cylinder on both b) Write the equation used to calculate...
 (Metal-Casting Processes) (Groups) 10.47 A round casting is 0.2 m in diameter and 0.75 m in length. Another casting of the same metal is elliptical in cross-section, with a major-to-minor axis ratio of 2, and has the same length and cross-sectional area as the round casting. Both pieces are cast under the same conditions. What is the difference in the solidification times of the two castings? 10.48 A cylinder with a diameter of 50 mm and a height of 75...
(Metal-Casting Processes) (Groups) 10.47 A round casting is 0.2 m in diameter and 0.75 m in length. Another casting of the same metal is elliptical in cross-section, with a major-to-minor axis ratio of 2, and has the same length and cross-sectional area as the round casting. Both pieces are cast under the same conditions. What is the difference in the solidification times of the two castings? 10.48 A cylinder with a diameter of 50 mm and a height of 75...
 Problem 2 (see Figure) The solid circular cross-section rod has a diameter d=5/8 in and length L=7.5 in. The material is 6061-A aluminum alloy. The direction of the resultant of the 4 forces applied on the ring is straight up. For F1=200 lb, F2=250 lb and F3=350 lb, calculate the force F, and the stress, strain and elongation of the rod. Ę F F 36 2017
Problem 2 (see Figure) The solid circular cross-section rod has a diameter d=5/8 in and length L=7.5 in. The material is 6061-A aluminum alloy. The direction of the resultant of the 4 forces applied on the ring is straight up. For F1=200 lb, F2=250 lb and F3=350 lb, calculate the force F, and the stress, strain and elongation of the rod. Ę F F 36 2017
Most questions answered within 3 hours.
-
Cisco packet tracer
Q1) Do you get any changes of IP address when packet is
traversing...
asked 30 minutes ago -
What is the pressure inside a 33.0 L container holding 106.4 kg
of argon gas at...
asked 1 hour ago -
Question no 2
A housekeeping support department budgets its costs at
SR 40,000 per month plus...
asked 1 hour ago -
A 1400Kg sports car accelerates from rest to 90km/h in 7.0s.
What is the average power...
asked 1 hour ago -
For the following reaction, 0.128 moles of
potassium hydrogen sulfateare mixed with
0.504 moles of potassium...
asked 5 hours ago -
1. What is the present value of $400, three years in the future
if the interest...
asked 6 hours ago -
The labor force minus the number of employed equals the number
of unemployed.
a. True
b....
asked 8 hours ago -
Determine the mass in units of grams [g] of 0.49 moles [mol]
of a new fictitious...
asked 8 hours ago -
A horizontal mass of M=5kg is on a spring and stretched to
x=0.5m when released from...
asked 9 hours ago -
26 of 50
"I have worked at the Arizona Humane Society for ten years, and
have...
asked 10 hours ago -
Compare and contrast zero based budgeting and incremental (or
base year) budgeting.
asked 10 hours ago -
4 pts 10. Which of the following hypothesis would be MOST
difficult to test experimentally? Group...
asked 10 hours ago