A workpiece of 200 mm long and 50 mm diameter must be machined into the length...
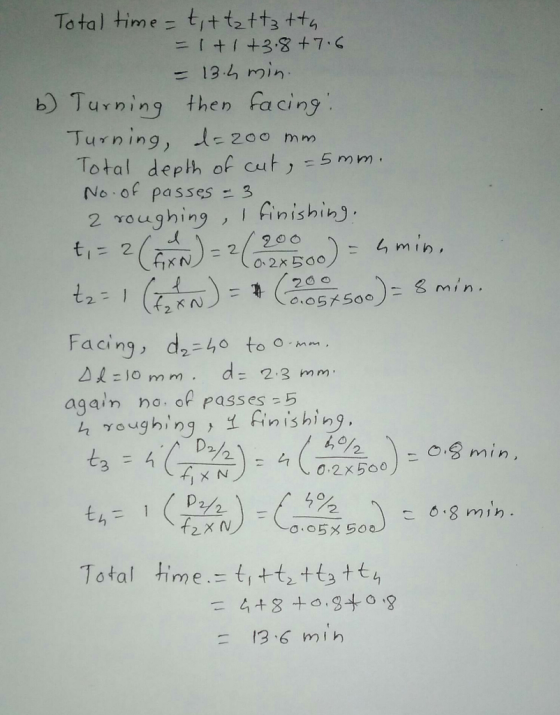
A workpiece of 200 mm long and 50 mm diameter must be machined
into the length of 190 mm and diameter of 40 mm. The workpiece
rotates at 500 rpm, feed is 0.2 mmrev for roughing and 0.05mmrev
for finishing, and maximum depth of cut is 2.3 mm. Assume total
approach and over-travel distance is negligible. Calculate the time
required to finish this job for the following two machining
scenarios:
a. Facing to reduce the length followed by turning to reduce the
diameter
b. Turning to reduce the diameter followed by facing to reduce the
length
Homework Answers

Add Answer to:
A workpiece of 200 mm long and 50 mm diameter must be machined
into the length...
a) A workpiece (φ-75 mm, 1 275 mm) is machined using turning at a feed rate of 0.25 mm/rev. At a cutting speed- 3.5 m/s, the turning tool is ineffective after machining 3 parts, and at a cutting s...
 a) A workpiece (φ-75 mm, 1 275 mm) is machined using turning at a feed rate of 0.25 mm/rev. At a cutting speed- 3.5 m/s, the turning tool is ineffective after machining 3 parts, and at a cutting speed = 2.5 m/s, the turning tool is effective for producing 20 parts. Calculate the Cutting Speed that will allow 30 parts to be machined between tool changes [20 marks] b) An aluminium alloy workpiece (tensile strength - 325 N/mm2 and yield...
a) A workpiece (φ-75 mm, 1 275 mm) is machined using turning at a feed rate of 0.25 mm/rev. At a cutting speed- 3.5 m/s, the turning tool is ineffective after machining 3 parts, and at a cutting speed = 2.5 m/s, the turning tool is effective for producing 20 parts. Calculate the Cutting Speed that will allow 30 parts to be machined between tool changes [20 marks] b) An aluminium alloy workpiece (tensile strength - 325 N/mm2 and yield...
A slab-milling operation is carried out on a 200 mm long, 80-mm-wide annealed mild-steel workpiec...
A slab-milling operation is carried out on a 200 mm long, 80-mm-wide annealed mild-steel workpiece having a feedrate of 0.1 mm/tooth and a depth of cut of 4.0 mm. The cutter of 50 mm diameter has 18 straight teeth and rotates at 135 rpm. The given specific energy for this material is 3.5 W s/mm3 and the slab mill is wider than the workpiece to be machined. Calculate: ‧ the material-removal rate; ‧ the power and torque required for this...
A slab-milling operation is being carried out on a block on a 200 mm-long, 150 mm-wide...
A slab-milling operation is being carried out on a block on a 200 mm-long, 150 mm-wide annealed mild steel block at a feed f= 0.20 mm/tooth and depth of cut d= 2.5 mm. The cutter is D= 45 mm in diameter, has 20 straight teeth, rotates at N=110 rpm and by the definition, is wider than the block to be machined. Calculate ; I.material-removal, II.estimate the power and torque required for this operation, III.calculate the cutting time
A 3.00 inch diameter workpiece that is 25 in long is to be turned down to...
A 3.00 inch diameter workpiece that is 25 in long is to be turned down to n2.384 inches. Process Specifications: a) Cutting Speed (V) = 300 ft/min, b) Feed (f) = 0.015 in/rev c) Depth of cut (d) = 0.044 in The bar will be held in a chuck and supported on the opposite end in a live center. With this work-holding setup, one end (15 inches) must be turned to diameter; then the bar must be reversed to turn...
Page 10 of 11 15 points A block of nickel alloy, 50 cm long and 20...
 Page 10 of 11 15 points A block of nickel alloy, 50 cm long and 20 cm wide, is machined with slab-milling process at a feed rate of 0.025 cm/tooth and a depth of cut of 3.2 mm. The cutter has eight (8) straight cutting teeth, a diameter of 6.5 mm and rotates at 150 rpm. The specific energy of the workpiece (nickel alloy) is 113 W- min/cm3. Calculate The material removal rate. b) The power required, and The cutting...
Page 10 of 11 15 points A block of nickel alloy, 50 cm long and 20 cm wide, is machined with slab-milling process at a feed rate of 0.025 cm/tooth and a depth of cut of 3.2 mm. The cutter has eight (8) straight cutting teeth, a diameter of 6.5 mm and rotates at 150 rpm. The specific energy of the workpiece (nickel alloy) is 113 W- min/cm3. Calculate The material removal rate. b) The power required, and The cutting...
QUESTIONS LO MARKS 3.1 A cylindrical workpiece is turned on a lathe. The spindle speed of...
 QUESTIONS LO MARKS 3.1 A cylindrical workpiece is turned on a lathe. The spindle speed of the lathe is 2750 RPM and the feed is 0.01 cm The length of the part is 315 mm, the initial radius of the part is 60 mm, and a single cut is taken with a depth of 3 mm (a) How long (in seconds) will the turning operation take. Show all your working (1 marks) DM = b = 3.15 -= o.ll =...
QUESTIONS LO MARKS 3.1 A cylindrical workpiece is turned on a lathe. The spindle speed of the lathe is 2750 RPM and the feed is 0.01 cm The length of the part is 315 mm, the initial radius of the part is 60 mm, and a single cut is taken with a depth of 3 mm (a) How long (in seconds) will the turning operation take. Show all your working (1 marks) DM = b = 3.15 -= o.ll =...
For a turning of a hot rolled free machining steel with BHN=200, you have selected a...
For a turning of a hot rolled free machining steel with BHN=200, you have selected a high-speed steel (HSS) tool and a depth of cut of 0.150 in. The diameter of the workpiece is 2.00 in. (a) What speed and feed would you select for this job? (b) Using a speed of 115 sfpm and the feed of 0.015 ipr, calculate the spindle RPM for this operation. (c) Calculate the metal removal rate MMR. (d) Calculate the cutting time for...
02: A bar of 60 mm diameter and length of 3 meter is used to produce 500 pieces on a center lathe having the follow...
 02: A bar of 60 mm diameter and length of 3 meter is used to produce 500 pieces on a center lathe having the following characteristics: . Maximum rotational speed .Minimum rotational speed .Number of speeds Lathe overall efficiency The turning process is performed at 40 m/min cutting velocity. 0.5 mm/rev longitudinal feed, 0.25 mm/rev transverse feed and 2 mm depth of cut REQUIRED 1. Calculate the TWELVE rotational speeds in rpm. 2. What rotational speed would you choose? 3....
02: A bar of 60 mm diameter and length of 3 meter is used to produce 500 pieces on a center lathe having the following characteristics: . Maximum rotational speed .Minimum rotational speed .Number of speeds Lathe overall efficiency The turning process is performed at 40 m/min cutting velocity. 0.5 mm/rev longitudinal feed, 0.25 mm/rev transverse feed and 2 mm depth of cut REQUIRED 1. Calculate the TWELVE rotational speeds in rpm. 2. What rotational speed would you choose? 3....
Question 1 2) Manufacturing processes can be classified into 2 (Two) major groups. Briefly describe the...
 Question 1 2) Manufacturing processes can be classified into 2 (Two) major groups. Briefly describe the characteristics of each group. Aid your answer with hierarchy. (10 marles) 1) Sand casting is a process for casting metal in sand molds. Explain FIVE (3) sand casting benefits to the industry (marks) Riser, also known as feeder, is an important part in a sand mold. Briefly describe the function of a riser in a sand casting mold Hence, illustrate the possible types and...
Question 1 2) Manufacturing processes can be classified into 2 (Two) major groups. Briefly describe the characteristics of each group. Aid your answer with hierarchy. (10 marles) 1) Sand casting is a process for casting metal in sand molds. Explain FIVE (3) sand casting benefits to the industry (marks) Riser, also known as feeder, is an important part in a sand mold. Briefly describe the function of a riser in a sand casting mold Hence, illustrate the possible types and...
• 23.44 Calculate the same quantities as in Example 23.1 for high-strength titanium alloy and at...
 • 23.44 Calculate the same quantities as in Example 23.1 for high-strength titanium alloy and at N=700 rpm. Use units from Ex 23.1, specify units of each term. (20%) Format Tools Table Window Help 28th ed Chapter 23 - Saved to my Mac Mailings Review View Shape Format ut References ABC Astboeddte AaBb Abd A 2 Example 23.1 Material-removal Rate and Cutting Force in Turning Given: A 150-mm-long, 10-mm-diameter, 304 stainless-steel rod is being reduced in diameter to 8 mm...
• 23.44 Calculate the same quantities as in Example 23.1 for high-strength titanium alloy and at N=700 rpm. Use units from Ex 23.1, specify units of each term. (20%) Format Tools Table Window Help 28th ed Chapter 23 - Saved to my Mac Mailings Review View Shape Format ut References ABC Astboeddte AaBb Abd A 2 Example 23.1 Material-removal Rate and Cutting Force in Turning Given: A 150-mm-long, 10-mm-diameter, 304 stainless-steel rod is being reduced in diameter to 8 mm...
 a) A workpiece (φ-75 mm, 1 275 mm) is machined using turning at a feed rate of 0.25 mm/rev. At a cutting speed- 3.5 m/s, the turning tool is ineffective after machining 3 parts, and at a cutting speed = 2.5 m/s, the turning tool is effective for producing 20 parts. Calculate the Cutting Speed that will allow 30 parts to be machined between tool changes [20 marks] b) An aluminium alloy workpiece (tensile strength - 325 N/mm2 and yield...
a) A workpiece (φ-75 mm, 1 275 mm) is machined using turning at a feed rate of 0.25 mm/rev. At a cutting speed- 3.5 m/s, the turning tool is ineffective after machining 3 parts, and at a cutting speed = 2.5 m/s, the turning tool is effective for producing 20 parts. Calculate the Cutting Speed that will allow 30 parts to be machined between tool changes [20 marks] b) An aluminium alloy workpiece (tensile strength - 325 N/mm2 and yield...
 Page 10 of 11 15 points A block of nickel alloy, 50 cm long and 20 cm wide, is machined with slab-milling process at a feed rate of 0.025 cm/tooth and a depth of cut of 3.2 mm. The cutter has eight (8) straight cutting teeth, a diameter of 6.5 mm and rotates at 150 rpm. The specific energy of the workpiece (nickel alloy) is 113 W- min/cm3. Calculate The material removal rate. b) The power required, and The cutting...
Page 10 of 11 15 points A block of nickel alloy, 50 cm long and 20 cm wide, is machined with slab-milling process at a feed rate of 0.025 cm/tooth and a depth of cut of 3.2 mm. The cutter has eight (8) straight cutting teeth, a diameter of 6.5 mm and rotates at 150 rpm. The specific energy of the workpiece (nickel alloy) is 113 W- min/cm3. Calculate The material removal rate. b) The power required, and The cutting...
 QUESTIONS LO MARKS 3.1 A cylindrical workpiece is turned on a lathe. The spindle speed of the lathe is 2750 RPM and the feed is 0.01 cm The length of the part is 315 mm, the initial radius of the part is 60 mm, and a single cut is taken with a depth of 3 mm (a) How long (in seconds) will the turning operation take. Show all your working (1 marks) DM = b = 3.15 -= o.ll =...
QUESTIONS LO MARKS 3.1 A cylindrical workpiece is turned on a lathe. The spindle speed of the lathe is 2750 RPM and the feed is 0.01 cm The length of the part is 315 mm, the initial radius of the part is 60 mm, and a single cut is taken with a depth of 3 mm (a) How long (in seconds) will the turning operation take. Show all your working (1 marks) DM = b = 3.15 -= o.ll =...
 02: A bar of 60 mm diameter and length of 3 meter is used to produce 500 pieces on a center lathe having the following characteristics: . Maximum rotational speed .Minimum rotational speed .Number of speeds Lathe overall efficiency The turning process is performed at 40 m/min cutting velocity. 0.5 mm/rev longitudinal feed, 0.25 mm/rev transverse feed and 2 mm depth of cut REQUIRED 1. Calculate the TWELVE rotational speeds in rpm. 2. What rotational speed would you choose? 3....
02: A bar of 60 mm diameter and length of 3 meter is used to produce 500 pieces on a center lathe having the following characteristics: . Maximum rotational speed .Minimum rotational speed .Number of speeds Lathe overall efficiency The turning process is performed at 40 m/min cutting velocity. 0.5 mm/rev longitudinal feed, 0.25 mm/rev transverse feed and 2 mm depth of cut REQUIRED 1. Calculate the TWELVE rotational speeds in rpm. 2. What rotational speed would you choose? 3....
 Question 1 2) Manufacturing processes can be classified into 2 (Two) major groups. Briefly describe the characteristics of each group. Aid your answer with hierarchy. (10 marles) 1) Sand casting is a process for casting metal in sand molds. Explain FIVE (3) sand casting benefits to the industry (marks) Riser, also known as feeder, is an important part in a sand mold. Briefly describe the function of a riser in a sand casting mold Hence, illustrate the possible types and...
Question 1 2) Manufacturing processes can be classified into 2 (Two) major groups. Briefly describe the characteristics of each group. Aid your answer with hierarchy. (10 marles) 1) Sand casting is a process for casting metal in sand molds. Explain FIVE (3) sand casting benefits to the industry (marks) Riser, also known as feeder, is an important part in a sand mold. Briefly describe the function of a riser in a sand casting mold Hence, illustrate the possible types and...
 • 23.44 Calculate the same quantities as in Example 23.1 for high-strength titanium alloy and at N=700 rpm. Use units from Ex 23.1, specify units of each term. (20%) Format Tools Table Window Help 28th ed Chapter 23 - Saved to my Mac Mailings Review View Shape Format ut References ABC Astboeddte AaBb Abd A 2 Example 23.1 Material-removal Rate and Cutting Force in Turning Given: A 150-mm-long, 10-mm-diameter, 304 stainless-steel rod is being reduced in diameter to 8 mm...
• 23.44 Calculate the same quantities as in Example 23.1 for high-strength titanium alloy and at N=700 rpm. Use units from Ex 23.1, specify units of each term. (20%) Format Tools Table Window Help 28th ed Chapter 23 - Saved to my Mac Mailings Review View Shape Format ut References ABC Astboeddte AaBb Abd A 2 Example 23.1 Material-removal Rate and Cutting Force in Turning Given: A 150-mm-long, 10-mm-diameter, 304 stainless-steel rod is being reduced in diameter to 8 mm...
Most questions answered within 3 hours.
-
Although Epicurus advocates pursuing pleasure for the
good life, discuss a few reasons why he does...
asked 3 seconds ago -
Problem 1: Present entries to record the selected transactions
described below:
(a)
Issued $2,790,000 of 5-year,...
asked 6 minutes ago -
Using technology to support HR activities increases:
a.
the efficiency of the administrative HR functions.
b....
asked 7 minutes ago -
1. List the features used to classify leaf
types.
2. List some characteristics that are shared...
asked 12 minutes ago -
The three elements of Value Proposition, Key Customers, and
Capabilities operate within an environment. Which of...
asked 14 minutes ago -
Katelynn, a physician, earns $200,000 from her medical practice
in the current year. She receives $45,000...
asked 22 minutes ago -
Each row of the table below describes an aqueous solution at
25°C
.
The second column...
asked 26 minutes ago -
A horizontal wire is at y = 0. Current travels in the +x
direction. The magnetic...
asked 26 minutes ago -
Let X be a continuous random variable whose PDF is Let X be a
continuous random...
asked 48 minutes ago -
Martinez Company’s relevant range of production is 7,500 units
to 12,500 units. When it produces and...
asked 46 minutes ago -
A football with a mass of 1.2 kg is kicked from ground level to
a height...
asked 51 minutes ago -
Remember: Changes in supply determinants shift supply, and
changes in demand determinants shift demand. We say...
asked 50 minutes ago