
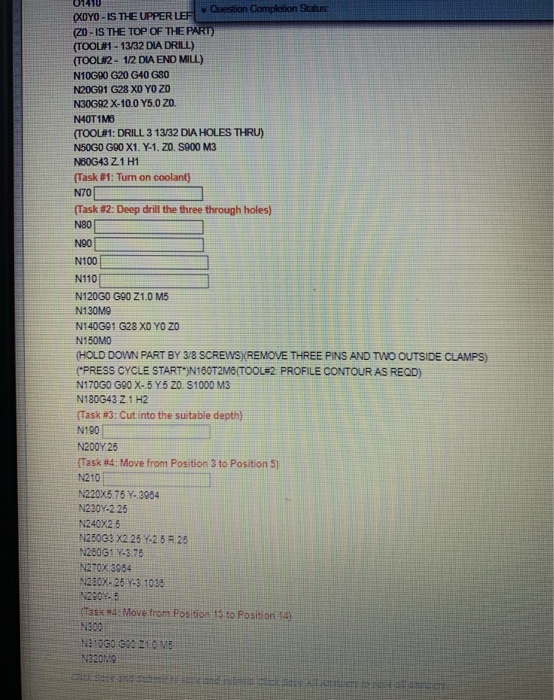
81410 QOYO-IS THE UPPER LEF Question Completion Status (z0-IS THE TOP OF THE PART) (TOOL1-13/32 DIA DRILL) (TOOLF2- 12 DIA END MILL) N10G90 G20 G40 GS0 N20G91 G28 X0 YO ZO N30G82 X-10.0 Y5.0 ZO. N40T1M6 TOOLH: DRILL 3 13/32 DIA HOLES THRU) N50GD G90 X1. Y-1. ZO. S900 M3 (Task #1 : Turn on coolant) N70 (Task #2: Deep drill the three through holes) N80 N100 N110 N130M9 N140G91 G28 X0 YO Zo N150MO HOLD DOWN PART BY 3/8 SCREWS REMOVE THREE PINS AND TWO OUTSIDE CLAMPS) (PRESS CYCLE START*)N160T2MO(TOOL#2 PROFILE CONTOUR AS REGD) N170G0 G90 X-5 Y.5 Z0 S1000 M3 N180G43 Z 1 H2 Task #3: Cut into the suitable depth) N190 N200Y25 Task #4: Move from Position 3 to Position S) N210 N220X5.75 Y-3984 N230Y-2 25 N240x2 5 N250G3 X2 25Y-25R 25 N280G1 Y-3.75 N270X 3084 280X-25 Y-3 1033 fask #4 Move from Position 13 to Position 14) N300
Homework Answers

Add Answer to:
50x40 chame 2) piace Figure 11.18 Print and tool paths for producing the part for 11.1 Setup Note...
10.2. Program number. 01008 (Figure 10.16D) Reference point machine home) 60" 2.250 1.500 50 x45 ...
 10.2. Program number. 01008 (Figure 10.16D) Reference point machine home) 60" 2.250 1.500 50 x45 Figure 10.16 Print and tool paths for producing the part for 10.2 Setup Notes: 1 Set X% at the lower left-hand corner 2 Zo is the top of the part CNC Tool and Operations Sheet Tool Operation Tooling Speed (rpm) Feed (ipm) 1 Profile mill contour x 25 deep 25 DIA end mill1600 DIA indicates diameter 01308 (XOYO IS THE LOWER LEFT HAND CORNER) (ZO...
10.2. Program number. 01008 (Figure 10.16D) Reference point machine home) 60" 2.250 1.500 50 x45 Figure 10.16 Print and tool paths for producing the part for 10.2 Setup Notes: 1 Set X% at the lower left-hand corner 2 Zo is the top of the part CNC Tool and Operations Sheet Tool Operation Tooling Speed (rpm) Feed (ipm) 1 Profile mill contour x 25 deep 25 DIA end mill1600 DIA indicates diameter 01308 (XOYO IS THE LOWER LEFT HAND CORNER) (ZO...
GCode 11.4. Program number: 01108 (Figure 11.220). sh Metric ebook R13 R20 Figure 11.22 Print and...
 GCode
11.4. Program number: 01108 (Figure 11.220). sh Metric ebook R13 R20 Figure 11.22 Print and tool paths for producing the part for 11.4 Setup Notes 1. The blank for the part is 72 mm x 42 mm x 5 mm. 2. Xo is 21 mm from the right-hand side. Y is 21 mm from the far side. Zo is the top of the part. 3. The part is roughed and finished from inside by holding the blank against three...
GCode
11.4. Program number: 01108 (Figure 11.220). sh Metric ebook R13 R20 Figure 11.22 Print and tool paths for producing the part for 11.4 Setup Notes 1. The blank for the part is 72 mm x 42 mm x 5 mm. 2. Xo is 21 mm from the right-hand side. Y is 21 mm from the far side. Zo is the top of the part. 3. The part is roughed and finished from inside by holding the blank against three...
 10.2. Program number. 01008 (Figure 10.16D) Reference point machine home) 60" 2.250 1.500 50 x45 Figure 10.16 Print and tool paths for producing the part for 10.2 Setup Notes: 1 Set X% at the lower left-hand corner 2 Zo is the top of the part CNC Tool and Operations Sheet Tool Operation Tooling Speed (rpm) Feed (ipm) 1 Profile mill contour x 25 deep 25 DIA end mill1600 DIA indicates diameter 01308 (XOYO IS THE LOWER LEFT HAND CORNER) (ZO...
10.2. Program number. 01008 (Figure 10.16D) Reference point machine home) 60" 2.250 1.500 50 x45 Figure 10.16 Print and tool paths for producing the part for 10.2 Setup Notes: 1 Set X% at the lower left-hand corner 2 Zo is the top of the part CNC Tool and Operations Sheet Tool Operation Tooling Speed (rpm) Feed (ipm) 1 Profile mill contour x 25 deep 25 DIA end mill1600 DIA indicates diameter 01308 (XOYO IS THE LOWER LEFT HAND CORNER) (ZO...
 GCode
11.4. Program number: 01108 (Figure 11.220). sh Metric ebook R13 R20 Figure 11.22 Print and tool paths for producing the part for 11.4 Setup Notes 1. The blank for the part is 72 mm x 42 mm x 5 mm. 2. Xo is 21 mm from the right-hand side. Y is 21 mm from the far side. Zo is the top of the part. 3. The part is roughed and finished from inside by holding the blank against three...
GCode
11.4. Program number: 01108 (Figure 11.220). sh Metric ebook R13 R20 Figure 11.22 Print and tool paths for producing the part for 11.4 Setup Notes 1. The blank for the part is 72 mm x 42 mm x 5 mm. 2. Xo is 21 mm from the right-hand side. Y is 21 mm from the far side. Zo is the top of the part. 3. The part is roughed and finished from inside by holding the blank against three...
Most questions answered within 3 hours.
-
risk perception genetically modified foods
(a) What factors seem to be most important in influencing the...
asked 1 minute ago -
The equilibrium constant for the reaction HNO2 (aq) + H2 O ( ℓ)
↔ NO2¯ (g)...
asked 16 minutes ago -
An investor buys a European put on a share for $3.
The stock price is $42...
asked 6 minutes ago -
Need help making this Java program:
package assignment1;
public class Fibonacci {
// Exercise 1: Fibonacci...
asked 9 minutes ago -
An ancient club is found that contains 140 g of pure carbon and
has an activity...
asked 17 minutes ago -
A grinding wheel is in the form of a uniform solid disk of
radius 7.10 cm...
asked 31 minutes ago -
as licensed professionals doarchitects and enineers have a
responsability to address future conditions ( and future...
asked 30 minutes ago -
A 5Kg block of ice at -10 C is heated until it reaches a
temperature of...
asked 36 minutes ago -
Calculate how many grams of DNA solution you would need to
obtain to load 1.2ug of...
asked 36 minutes ago -
1. The following reaction forms 15.8 g of Ag(s):
2Ag2O(s)→4Ag(s)+O2(g) What total volume of gas forms...
asked 39 minutes ago -
In Java, if you wanted to get the pixel that is in the
bottom-right hand corner...
asked 47 minutes ago -
After receiving an answer that contains one or more
counterclaims, a plaintiff files a reply that...
asked 55 minutes ago