A pipe bending machine used to produce ship system components was operated as follows: The perio...
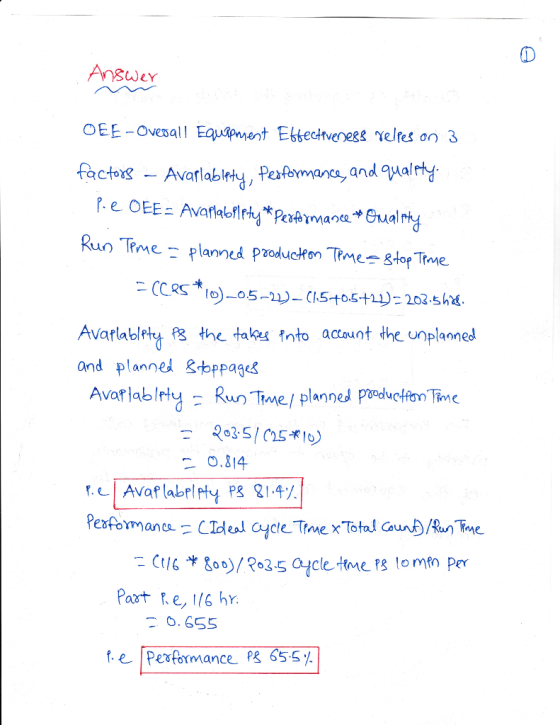
A pipe bending machine used to produce ship system components was operated as follows:
- The period of operation was 25 days @ 10 hrs per day.
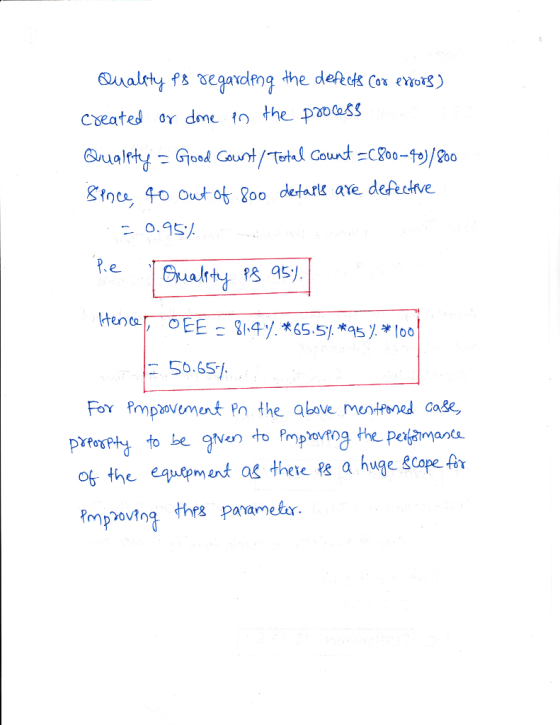
- It produced 800 total pipe details, of which 40 were rejected by quality inspectors.
- The total setup time for the machine during the 25 days was 22 hours.
- The machine had 3 unplanned breakdown events
- 1.5 hours for a power failure
- 0.5 hours for computer network failure
- 2.2 hours for lubricant pump failure
- The theoretical cycle time for the parts averages 10 minutes per part.
- 30 minutes of planned downtime was experienced when workers attended a Labor Union Meeting
a. What is the overall equipment efficiency (OEE) value? (show work)
b. What are the quality; performance, and availability rates? (show work)
c. Between Availability, Quality and Performance, which measure would you
prioritize when beginning improvement efforts?
- Use the “positional weight heuristic” to determine the line balance for the following tasks. Positional weight is the sum of process time + # of following tasks. The largest positional weight gets preference when multiple tasks are eligible. The example in the lecture used the “greatest number of following tasks” heuristic.
The takt time for this process is 18 seconds (in our example we calculated this but I am giving it to you here)
|
Task |
Duration (s) |
Precedence |
|
A |
5 |
- |
|
B |
4 |
A, E |
|
C |
2 |
- |
|
D |
10 |
E |
|
E |
5 |
- |
|
F |
3 |
C, D |
|
G |
5 |
H, I |
|
H |
7 |
- |
|
I |
8 |
- |
|
J |
4 |
B, F, G |
- Determine the precedence diagram and determine a line balance solution with the largest positional weight heuristic. Show your result in a format similar to the example we did, where the assignment of tasks to each work station is clear.
2. Determine the total idle time, the lead time, and the work-in-process:
Homework Answers
Add Answer to:
A pipe bending machine used to produce ship system components was operated as follows: The perio...
A pipe bending machine used to produce ship system components was operated as follows: The period...
A pipe bending machine used to produce ship system components was operated as follows: The period of operation was 25 days @ 10 hrs per day. It produced 800 total pipe details, of which 40 were rejected by quality inspectors. The total setup time for the machine during the 25 days was 22 hours. The machine had 3 unplanned breakdown events 1.5 hours for a power failure 0.5 hours for computer network failure 2.2 hours for lubricant pump failure The...
To determine efficiency metrics, engineers collected data for a full shift of production run on machine A. During this...
 To determine efficiency metrics, engineers collected data for a full shift of production run on machine A. During this time: » Production was stopped for 20 minutes due to a machine failure, 10 minutes for a biın change, and 30 minutes for a quality concern requiring a tool repair . A total of 1200 parts were produced. Note that he ideal cycle time established by engineering or the equipment manufacturer is 4 parts /minute 6 parts were scrapped during the...
To determine efficiency metrics, engineers collected data for a full shift of production run on machine A. During this time: » Production was stopped for 20 minutes due to a machine failure, 10 minutes for a biın change, and 30 minutes for a quality concern requiring a tool repair . A total of 1200 parts were produced. Note that he ideal cycle time established by engineering or the equipment manufacturer is 4 parts /minute 6 parts were scrapped during the...
OVERALL EQUIPMENT EFFICIENCY A CNC machine tool is used for single shift working, the machine tool...
 OVERALL EQUIPMENT EFFICIENCY
A CNC machine tool is used for single shift working, the machine tool is operated for 8 hours per shift for 5 days per week. The CNC machine fool produces terminal blocks at a planned production rate of 60 units per hour Using the Availability, Performance and Quality losses given in the table below, (all values are in minutes per week) Calculate the average Overall Equipment Efficiency (OEE) for the machine tool over the three week period...
OVERALL EQUIPMENT EFFICIENCY
A CNC machine tool is used for single shift working, the machine tool is operated for 8 hours per shift for 5 days per week. The CNC machine fool produces terminal blocks at a planned production rate of 60 units per hour Using the Availability, Performance and Quality losses given in the table below, (all values are in minutes per week) Calculate the average Overall Equipment Efficiency (OEE) for the machine tool over the three week period...
Part I A full shift of production was scheduled to run on machine X. Production was stopped for 2...
 just #3
Part I A full shift of production was scheduled to run on machine X. Production was stopped for 20 minutes due to a machine failure, 10 minutes for a bin change, 30 minutes for a quality concern requiring a tool repair. Assumptions: A) A day- 8 hours with 20 minutes break time B) A total of 1200 parts is processed per day and only 6 is rejected/scraped C)- The ideal cycle time established by engineering or the equipment...
just #3
Part I A full shift of production was scheduled to run on machine X. Production was stopped for 20 minutes due to a machine failure, 10 minutes for a bin change, 30 minutes for a quality concern requiring a tool repair. Assumptions: A) A day- 8 hours with 20 minutes break time B) A total of 1200 parts is processed per day and only 6 is rejected/scraped C)- The ideal cycle time established by engineering or the equipment...
Tombro Industries is in the process of automating one of its plants and developing a flexible manufacturing system. The...
Tombro Industries is in the process of automating one of its plants and developing a flexible manufacturing system. The company is finding it necessary to make many changes in operating procedures. Progress has been slow, particularly in trying to develop new performance measures for the factory. In an effort to evaluate performance and determine where improvements can be made, management has gathered the following data relating to activities over the last four months: Month 1 2 3 4 Quality control...
Tombro Industries is in the process of automating one of its plants and developing a flexible manufacturing system. The company is finding it necessary to make many changes in operating procedures....
 Tombro Industries is in the process of automating one of its plants and developing a flexible manufacturing system. The company is finding it necessary to make many changes in operating procedures. Progress has been slow, particularly in trying to develop new performance measures for the factory In an effort to evaluate performance and determine where improvements can be made, management has gathered the following data relating to activities over the last four months Month Quality control measures: Number of defects...
Tombro Industries is in the process of automating one of its plants and developing a flexible manufacturing system. The company is finding it necessary to make many changes in operating procedures. Progress has been slow, particularly in trying to develop new performance measures for the factory In an effort to evaluate performance and determine where improvements can be made, management has gathered the following data relating to activities over the last four months Month Quality control measures: Number of defects...
Tombro Industries is in the process of automating one of its plants and developing a flexible...
 Tombro Industries is in the process of automating one of its plants and developing a flexible manufacturing system. The company is finding it necessary to make many changes in operating procedures. Progress has been slow, particularly in trying to develop new performance measures for the factory. In an effort to evaluate performance and determine where improvements can be made, management has gathered the following data relating to activities over the last four months: Month 2 3 1 Quality control measures:...
Tombro Industries is in the process of automating one of its plants and developing a flexible manufacturing system. The company is finding it necessary to make many changes in operating procedures. Progress has been slow, particularly in trying to develop new performance measures for the factory. In an effort to evaluate performance and determine where improvements can be made, management has gathered the following data relating to activities over the last four months: Month 2 3 1 Quality control measures:...
Tombro Industries is in the process of automating one of its plants and developing a flexible...
 Tombro Industries is in the process of automating one of its
plants and developing a flexible manufacturing system. The company
is finding it necessary to make many changes in operating
procedures. Progress has been slow, particularly in trying to
develop new performance measures for the factory.
In an effort to evaluate performance and determine where
improvements can be made, management has gathered the following
data relating to activities over the last four months:
Tombro Industries is in the process of...
Tombro Industries is in the process of automating one of its
plants and developing a flexible manufacturing system. The company
is finding it necessary to make many changes in operating
procedures. Progress has been slow, particularly in trying to
develop new performance measures for the factory.
In an effort to evaluate performance and determine where
improvements can be made, management has gathered the following
data relating to activities over the last four months:
Tombro Industries is in the process of...
Tombro Industries is in the process of automating one of its plants and developing a flexible...
 Tombro Industries is in the process of automating one of its
plants and developing a flexible manufacturing system. The company
is finding it necessary to make many changes in operating
procedures. Progress has been slow, particularly in trying to
develop new performance measures for the factory.
In an effort to evaluate performance and determine where
improvements can be made, management has gathered the following
data relating to activities over the last four months:
Month
1
2
3
4
Quality control...
Tombro Industries is in the process of automating one of its
plants and developing a flexible manufacturing system. The company
is finding it necessary to make many changes in operating
procedures. Progress has been slow, particularly in trying to
develop new performance measures for the factory.
In an effort to evaluate performance and determine where
improvements can be made, management has gathered the following
data relating to activities over the last four months:
Month
1
2
3
4
Quality control...
Tombro Industries is in the process of automating one of its plants and developing a flexible...
 Tombro Industries is in the process of automating one of its plants and developing a flexible manufacturing system. The company is finding it necessary to make many changes in operating procedures. Progress has been slow, particularly in trying to develop new performance measures for the factory. In an effort to evaluate performance and determine where improvements can be made, management has gathered the following data relating to activities over the last four months: Month 3 201 179 55 112 140...
Tombro Industries is in the process of automating one of its plants and developing a flexible manufacturing system. The company is finding it necessary to make many changes in operating procedures. Progress has been slow, particularly in trying to develop new performance measures for the factory. In an effort to evaluate performance and determine where improvements can be made, management has gathered the following data relating to activities over the last four months: Month 3 201 179 55 112 140...
 To determine efficiency metrics, engineers collected data for a full shift of production run on machine A. During this time: » Production was stopped for 20 minutes due to a machine failure, 10 minutes for a biın change, and 30 minutes for a quality concern requiring a tool repair . A total of 1200 parts were produced. Note that he ideal cycle time established by engineering or the equipment manufacturer is 4 parts /minute 6 parts were scrapped during the...
To determine efficiency metrics, engineers collected data for a full shift of production run on machine A. During this time: » Production was stopped for 20 minutes due to a machine failure, 10 minutes for a biın change, and 30 minutes for a quality concern requiring a tool repair . A total of 1200 parts were produced. Note that he ideal cycle time established by engineering or the equipment manufacturer is 4 parts /minute 6 parts were scrapped during the...
 OVERALL EQUIPMENT EFFICIENCY
A CNC machine tool is used for single shift working, the machine tool is operated for 8 hours per shift for 5 days per week. The CNC machine fool produces terminal blocks at a planned production rate of 60 units per hour Using the Availability, Performance and Quality losses given in the table below, (all values are in minutes per week) Calculate the average Overall Equipment Efficiency (OEE) for the machine tool over the three week period...
OVERALL EQUIPMENT EFFICIENCY
A CNC machine tool is used for single shift working, the machine tool is operated for 8 hours per shift for 5 days per week. The CNC machine fool produces terminal blocks at a planned production rate of 60 units per hour Using the Availability, Performance and Quality losses given in the table below, (all values are in minutes per week) Calculate the average Overall Equipment Efficiency (OEE) for the machine tool over the three week period...
 just #3
Part I A full shift of production was scheduled to run on machine X. Production was stopped for 20 minutes due to a machine failure, 10 minutes for a bin change, 30 minutes for a quality concern requiring a tool repair. Assumptions: A) A day- 8 hours with 20 minutes break time B) A total of 1200 parts is processed per day and only 6 is rejected/scraped C)- The ideal cycle time established by engineering or the equipment...
just #3
Part I A full shift of production was scheduled to run on machine X. Production was stopped for 20 minutes due to a machine failure, 10 minutes for a bin change, 30 minutes for a quality concern requiring a tool repair. Assumptions: A) A day- 8 hours with 20 minutes break time B) A total of 1200 parts is processed per day and only 6 is rejected/scraped C)- The ideal cycle time established by engineering or the equipment...
 Tombro Industries is in the process of automating one of its plants and developing a flexible manufacturing system. The company is finding it necessary to make many changes in operating procedures. Progress has been slow, particularly in trying to develop new performance measures for the factory In an effort to evaluate performance and determine where improvements can be made, management has gathered the following data relating to activities over the last four months Month Quality control measures: Number of defects...
Tombro Industries is in the process of automating one of its plants and developing a flexible manufacturing system. The company is finding it necessary to make many changes in operating procedures. Progress has been slow, particularly in trying to develop new performance measures for the factory In an effort to evaluate performance and determine where improvements can be made, management has gathered the following data relating to activities over the last four months Month Quality control measures: Number of defects...
 Tombro Industries is in the process of automating one of its plants and developing a flexible manufacturing system. The company is finding it necessary to make many changes in operating procedures. Progress has been slow, particularly in trying to develop new performance measures for the factory. In an effort to evaluate performance and determine where improvements can be made, management has gathered the following data relating to activities over the last four months: Month 2 3 1 Quality control measures:...
Tombro Industries is in the process of automating one of its plants and developing a flexible manufacturing system. The company is finding it necessary to make many changes in operating procedures. Progress has been slow, particularly in trying to develop new performance measures for the factory. In an effort to evaluate performance and determine where improvements can be made, management has gathered the following data relating to activities over the last four months: Month 2 3 1 Quality control measures:...
 Tombro Industries is in the process of automating one of its
plants and developing a flexible manufacturing system. The company
is finding it necessary to make many changes in operating
procedures. Progress has been slow, particularly in trying to
develop new performance measures for the factory.
In an effort to evaluate performance and determine where
improvements can be made, management has gathered the following
data relating to activities over the last four months:
Tombro Industries is in the process of...
Tombro Industries is in the process of automating one of its
plants and developing a flexible manufacturing system. The company
is finding it necessary to make many changes in operating
procedures. Progress has been slow, particularly in trying to
develop new performance measures for the factory.
In an effort to evaluate performance and determine where
improvements can be made, management has gathered the following
data relating to activities over the last four months:
Tombro Industries is in the process of...
 Tombro Industries is in the process of automating one of its
plants and developing a flexible manufacturing system. The company
is finding it necessary to make many changes in operating
procedures. Progress has been slow, particularly in trying to
develop new performance measures for the factory.
In an effort to evaluate performance and determine where
improvements can be made, management has gathered the following
data relating to activities over the last four months:
Month
1
2
3
4
Quality control...
Tombro Industries is in the process of automating one of its
plants and developing a flexible manufacturing system. The company
is finding it necessary to make many changes in operating
procedures. Progress has been slow, particularly in trying to
develop new performance measures for the factory.
In an effort to evaluate performance and determine where
improvements can be made, management has gathered the following
data relating to activities over the last four months:
Month
1
2
3
4
Quality control...
 Tombro Industries is in the process of automating one of its plants and developing a flexible manufacturing system. The company is finding it necessary to make many changes in operating procedures. Progress has been slow, particularly in trying to develop new performance measures for the factory. In an effort to evaluate performance and determine where improvements can be made, management has gathered the following data relating to activities over the last four months: Month 3 201 179 55 112 140...
Tombro Industries is in the process of automating one of its plants and developing a flexible manufacturing system. The company is finding it necessary to make many changes in operating procedures. Progress has been slow, particularly in trying to develop new performance measures for the factory. In an effort to evaluate performance and determine where improvements can be made, management has gathered the following data relating to activities over the last four months: Month 3 201 179 55 112 140...
Most questions answered within 3 hours.
-
4. Without doing any calculations, predict whether the observed
∆T would increase, decrease or remain the...
asked 45 minutes ago -
Based on the range, which of the following sets of scores has
the greatest variability? 3,...
asked 1 hour ago -
Ripples in a pond travel at a velocity of 3 m/s with one peak
passing a...
asked 1 hour ago -
A man stands on the roof of a building of height 13.0 mm and
throws a...
asked 1 hour ago -
The extent to which assets are financed by borrowed funds and
other liabilities is indicated by:...
asked 2 hours ago -
Explain in detail
Germany is the fifth largest economy
explain what goods and services Germany specializes...
asked 3 hours ago -
The density of platinum is 21.45 g/mL. If a cube of platinum
with a mass of...
asked 3 hours ago -
Accounts Receivable
Sales
A/R Posting
Extended Sales Invoice
Packing Slip
Compare invoice to packing slip 2...
asked 3 hours ago -
Michaella, age 23, is a full-time law student and is claimed by
her parents as a...
asked 3 hours ago -
Why are polymers not typically casted into products?
asked 3 hours ago -
When rolling a die 129 times, what is the probability of rolling
a 6 no more...
asked 3 hours ago -
4. A call option currently sells for $7.75. It has a strike
price of $85 and...
asked 3 hours ago