
Homework Answers

Add Answer to:
.Calculation example of: Power at the Cutting Tool or Power at the Motor A. Example 1:...
Turning tests have resulted in 5-min tool life at cutting speed=160 m/min and a 41-min tool...
Turning tests have resulted in 5-min tool life at cutting speed=160 m/min and a 41-min tool life at speed=100 m/min. a) If you want the tool life to be at least 20 mins. What is the maximum cutting speed you can use? b) The outside diameter of a cylinder made of titanium alloy is to be turned. The starting diameter is 200 mm and the length is 800 mm. The feed is 0.2 mm/rev and the depth of cut is...
02: A bar of 60 mm diameter and length of 3 meter is used to produce 500 pieces on a center lathe having the follow...
 02: A bar of 60 mm diameter and length of 3 meter is used to produce 500 pieces on a center lathe having the following characteristics: . Maximum rotational speed .Minimum rotational speed .Number of speeds Lathe overall efficiency The turning process is performed at 40 m/min cutting velocity. 0.5 mm/rev longitudinal feed, 0.25 mm/rev transverse feed and 2 mm depth of cut REQUIRED 1. Calculate the TWELVE rotational speeds in rpm. 2. What rotational speed would you choose? 3....
02: A bar of 60 mm diameter and length of 3 meter is used to produce 500 pieces on a center lathe having the following characteristics: . Maximum rotational speed .Minimum rotational speed .Number of speeds Lathe overall efficiency The turning process is performed at 40 m/min cutting velocity. 0.5 mm/rev longitudinal feed, 0.25 mm/rev transverse feed and 2 mm depth of cut REQUIRED 1. Calculate the TWELVE rotational speeds in rpm. 2. What rotational speed would you choose? 3....
Chapter 15: 1. Shear plane angle and shear strain: In an orthogonal cutting operation, the tool...
Chapter 15: 1. Shear plane angle and shear strain: In an orthogonal cutting operation, the tool has a rake angle = 16°. The chip thickness before the cut = 0.32 mm and the cut yields a deformed chip thickness = 0.72 mm. Calculate (a) the shear plane angle and (b) the shear strain for the operation. 2. Shear strength: The cutting force and thrust force have been measured in an orthogonal cutting operation to be 301 lb and 291 lb,...
0.95 Problem 1b: The cutting force for turning a stainless-steel shaft using HSS tool can be...
 0.95 Problem 1b: The cutting force for turning a stainless-steel shaft using HSS tool can be predicted as Fe = 150,000 £9.50 ap The recommended speed is 200 fpm and the feed is 0.03 ipr. The diameter of the workpiece is 3 inches and the final diameter is 2.8 in. The part is 4 in. long. A 10 hp motor is used to drive the machine, which has an efficiency of 0.85. What is the maximum depth of cut, based...
0.95 Problem 1b: The cutting force for turning a stainless-steel shaft using HSS tool can be predicted as Fe = 150,000 £9.50 ap The recommended speed is 200 fpm and the feed is 0.03 ipr. The diameter of the workpiece is 3 inches and the final diameter is 2.8 in. The part is 4 in. long. A 10 hp motor is used to drive the machine, which has an efficiency of 0.85. What is the maximum depth of cut, based...
a) A workpiece (φ-75 mm, 1 275 mm) is machined using turning at a feed rate of 0.25 mm/rev. At a cutting speed- 3.5 m/s, the turning tool is ineffective after machining 3 parts, and at a cutting s...
 a) A workpiece (φ-75 mm, 1 275 mm) is machined using turning at a feed rate of 0.25 mm/rev. At a cutting speed- 3.5 m/s, the turning tool is ineffective after machining 3 parts, and at a cutting speed = 2.5 m/s, the turning tool is effective for producing 20 parts. Calculate the Cutting Speed that will allow 30 parts to be machined between tool changes [20 marks] b) An aluminium alloy workpiece (tensile strength - 325 N/mm2 and yield...
a) A workpiece (φ-75 mm, 1 275 mm) is machined using turning at a feed rate of 0.25 mm/rev. At a cutting speed- 3.5 m/s, the turning tool is ineffective after machining 3 parts, and at a cutting speed = 2.5 m/s, the turning tool is effective for producing 20 parts. Calculate the Cutting Speed that will allow 30 parts to be machined between tool changes [20 marks] b) An aluminium alloy workpiece (tensile strength - 325 N/mm2 and yield...
During a turning operation on a lathe using a grooved tool, the following forces were recorded:...
 During a turning operation on a lathe using a grooved tool, the
following forces were recorded:
Group
1
2
3
4
5
6
Feed force, Fx (kN)
1.70
1.68
1.59
1.75
1.67
1.64
Radial force, Fy (kN)
1.32
1.39
1.44
1.42
1.45
1.38
Tangential force, Fz (kN)
2.18
2.37
2.38
2.32
2.29
2.33
The machine set-up includes a feed (s) of 0.24 mm/rev. and the
depth of cut (d) of 2.5 mm.
Tool rake angle ()
= - 6 deg....
During a turning operation on a lathe using a grooved tool, the
following forces were recorded:
Group
1
2
3
4
5
6
Feed force, Fx (kN)
1.70
1.68
1.59
1.75
1.67
1.64
Radial force, Fy (kN)
1.32
1.39
1.44
1.42
1.45
1.38
Tangential force, Fz (kN)
2.18
2.37
2.38
2.32
2.29
2.33
The machine set-up includes a feed (s) of 0.24 mm/rev. and the
depth of cut (d) of 2.5 mm.
Tool rake angle ()
= - 6 deg....
• 23.44 Calculate the same quantities as in Example 23.1 for high-strength titanium alloy and at...
 • 23.44 Calculate the same quantities as in Example 23.1 for high-strength titanium alloy and at N=700 rpm. Use units from Ex 23.1, specify units of each term. (20%) Format Tools Table Window Help 28th ed Chapter 23 - Saved to my Mac Mailings Review View Shape Format ut References ABC Astboeddte AaBb Abd A 2 Example 23.1 Material-removal Rate and Cutting Force in Turning Given: A 150-mm-long, 10-mm-diameter, 304 stainless-steel rod is being reduced in diameter to 8 mm...
• 23.44 Calculate the same quantities as in Example 23.1 for high-strength titanium alloy and at N=700 rpm. Use units from Ex 23.1, specify units of each term. (20%) Format Tools Table Window Help 28th ed Chapter 23 - Saved to my Mac Mailings Review View Shape Format ut References ABC Astboeddte AaBb Abd A 2 Example 23.1 Material-removal Rate and Cutting Force in Turning Given: A 150-mm-long, 10-mm-diameter, 304 stainless-steel rod is being reduced in diameter to 8 mm...
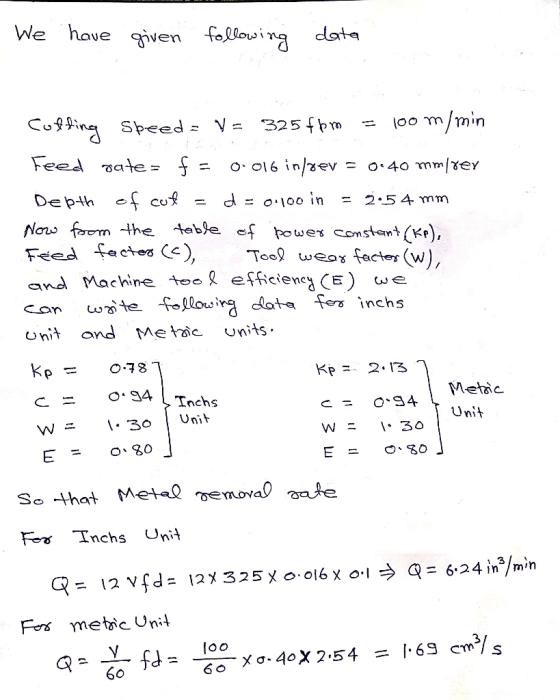
Question 1 A turning operation is carried out on aluminum. Based on the specific energy values...
 Question 1 A turning operation is carried out on aluminum. Based on the specific energy values in Table 20.2, determine material removal rate and cutting power in the operation under the following sets of cutting conditions: (a) Cutting speed 5.6 m/s, feed 0.25 mm/rev, and depth of cut 2.0 mm; and (b) cutting speed- 1.3 m/s, feed 0.75 mm/rev, and depth 4.0 mm. Question 2 Consider a turning operation performed on steel whose hardness 225 HB at a cutting speed...
Question 1 A turning operation is carried out on aluminum. Based on the specific energy values in Table 20.2, determine material removal rate and cutting power in the operation under the following sets of cutting conditions: (a) Cutting speed 5.6 m/s, feed 0.25 mm/rev, and depth of cut 2.0 mm; and (b) cutting speed- 1.3 m/s, feed 0.75 mm/rev, and depth 4.0 mm. Question 2 Consider a turning operation performed on steel whose hardness 225 HB at a cutting speed...
Ur thhe spécific for shear, u, and the specific heat of the material. Hence, temperature risc ene...
 ur thhe spécific for shear, u, and the specific heat of the material. Hence, temperature risc ene machining materials with high strengt cates. The temperature rise at the tool-chip interface is, of course, also a fiu cocfficient of friction. Flank wear (see Section 8.3 and Fig. 8.20a) isction of source of heat, caused by rubbing of the tool on the machined surface. those of the workpiece. generated in the shear plane is a functioll UI material. Hence, temperature rise is...
ur thhe spécific for shear, u, and the specific heat of the material. Hence, temperature risc ene machining materials with high strengt cates. The temperature rise at the tool-chip interface is, of course, also a fiu cocfficient of friction. Flank wear (see Section 8.3 and Fig. 8.20a) isction of source of heat, caused by rubbing of the tool on the machined surface. those of the workpiece. generated in the shear plane is a functioll UI material. Hence, temperature rise is...
 02: A bar of 60 mm diameter and length of 3 meter is used to produce 500 pieces on a center lathe having the following characteristics: . Maximum rotational speed .Minimum rotational speed .Number of speeds Lathe overall efficiency The turning process is performed at 40 m/min cutting velocity. 0.5 mm/rev longitudinal feed, 0.25 mm/rev transverse feed and 2 mm depth of cut REQUIRED 1. Calculate the TWELVE rotational speeds in rpm. 2. What rotational speed would you choose? 3....
02: A bar of 60 mm diameter and length of 3 meter is used to produce 500 pieces on a center lathe having the following characteristics: . Maximum rotational speed .Minimum rotational speed .Number of speeds Lathe overall efficiency The turning process is performed at 40 m/min cutting velocity. 0.5 mm/rev longitudinal feed, 0.25 mm/rev transverse feed and 2 mm depth of cut REQUIRED 1. Calculate the TWELVE rotational speeds in rpm. 2. What rotational speed would you choose? 3....
 0.95 Problem 1b: The cutting force for turning a stainless-steel shaft using HSS tool can be predicted as Fe = 150,000 £9.50 ap The recommended speed is 200 fpm and the feed is 0.03 ipr. The diameter of the workpiece is 3 inches and the final diameter is 2.8 in. The part is 4 in. long. A 10 hp motor is used to drive the machine, which has an efficiency of 0.85. What is the maximum depth of cut, based...
0.95 Problem 1b: The cutting force for turning a stainless-steel shaft using HSS tool can be predicted as Fe = 150,000 £9.50 ap The recommended speed is 200 fpm and the feed is 0.03 ipr. The diameter of the workpiece is 3 inches and the final diameter is 2.8 in. The part is 4 in. long. A 10 hp motor is used to drive the machine, which has an efficiency of 0.85. What is the maximum depth of cut, based...
 a) A workpiece (φ-75 mm, 1 275 mm) is machined using turning at a feed rate of 0.25 mm/rev. At a cutting speed- 3.5 m/s, the turning tool is ineffective after machining 3 parts, and at a cutting speed = 2.5 m/s, the turning tool is effective for producing 20 parts. Calculate the Cutting Speed that will allow 30 parts to be machined between tool changes [20 marks] b) An aluminium alloy workpiece (tensile strength - 325 N/mm2 and yield...
a) A workpiece (φ-75 mm, 1 275 mm) is machined using turning at a feed rate of 0.25 mm/rev. At a cutting speed- 3.5 m/s, the turning tool is ineffective after machining 3 parts, and at a cutting speed = 2.5 m/s, the turning tool is effective for producing 20 parts. Calculate the Cutting Speed that will allow 30 parts to be machined between tool changes [20 marks] b) An aluminium alloy workpiece (tensile strength - 325 N/mm2 and yield...
 During a turning operation on a lathe using a grooved tool, the
following forces were recorded:
Group
1
2
3
4
5
6
Feed force, Fx (kN)
1.70
1.68
1.59
1.75
1.67
1.64
Radial force, Fy (kN)
1.32
1.39
1.44
1.42
1.45
1.38
Tangential force, Fz (kN)
2.18
2.37
2.38
2.32
2.29
2.33
The machine set-up includes a feed (s) of 0.24 mm/rev. and the
depth of cut (d) of 2.5 mm.
Tool rake angle ()
= - 6 deg....
During a turning operation on a lathe using a grooved tool, the
following forces were recorded:
Group
1
2
3
4
5
6
Feed force, Fx (kN)
1.70
1.68
1.59
1.75
1.67
1.64
Radial force, Fy (kN)
1.32
1.39
1.44
1.42
1.45
1.38
Tangential force, Fz (kN)
2.18
2.37
2.38
2.32
2.29
2.33
The machine set-up includes a feed (s) of 0.24 mm/rev. and the
depth of cut (d) of 2.5 mm.
Tool rake angle ()
= - 6 deg....
 • 23.44 Calculate the same quantities as in Example 23.1 for high-strength titanium alloy and at N=700 rpm. Use units from Ex 23.1, specify units of each term. (20%) Format Tools Table Window Help 28th ed Chapter 23 - Saved to my Mac Mailings Review View Shape Format ut References ABC Astboeddte AaBb Abd A 2 Example 23.1 Material-removal Rate and Cutting Force in Turning Given: A 150-mm-long, 10-mm-diameter, 304 stainless-steel rod is being reduced in diameter to 8 mm...
• 23.44 Calculate the same quantities as in Example 23.1 for high-strength titanium alloy and at N=700 rpm. Use units from Ex 23.1, specify units of each term. (20%) Format Tools Table Window Help 28th ed Chapter 23 - Saved to my Mac Mailings Review View Shape Format ut References ABC Astboeddte AaBb Abd A 2 Example 23.1 Material-removal Rate and Cutting Force in Turning Given: A 150-mm-long, 10-mm-diameter, 304 stainless-steel rod is being reduced in diameter to 8 mm...
 Question 1 A turning operation is carried out on aluminum. Based on the specific energy values in Table 20.2, determine material removal rate and cutting power in the operation under the following sets of cutting conditions: (a) Cutting speed 5.6 m/s, feed 0.25 mm/rev, and depth of cut 2.0 mm; and (b) cutting speed- 1.3 m/s, feed 0.75 mm/rev, and depth 4.0 mm. Question 2 Consider a turning operation performed on steel whose hardness 225 HB at a cutting speed...
Question 1 A turning operation is carried out on aluminum. Based on the specific energy values in Table 20.2, determine material removal rate and cutting power in the operation under the following sets of cutting conditions: (a) Cutting speed 5.6 m/s, feed 0.25 mm/rev, and depth of cut 2.0 mm; and (b) cutting speed- 1.3 m/s, feed 0.75 mm/rev, and depth 4.0 mm. Question 2 Consider a turning operation performed on steel whose hardness 225 HB at a cutting speed...
 ur thhe spécific for shear, u, and the specific heat of the material. Hence, temperature risc ene machining materials with high strengt cates. The temperature rise at the tool-chip interface is, of course, also a fiu cocfficient of friction. Flank wear (see Section 8.3 and Fig. 8.20a) isction of source of heat, caused by rubbing of the tool on the machined surface. those of the workpiece. generated in the shear plane is a functioll UI material. Hence, temperature rise is...
ur thhe spécific for shear, u, and the specific heat of the material. Hence, temperature risc ene machining materials with high strengt cates. The temperature rise at the tool-chip interface is, of course, also a fiu cocfficient of friction. Flank wear (see Section 8.3 and Fig. 8.20a) isction of source of heat, caused by rubbing of the tool on the machined surface. those of the workpiece. generated in the shear plane is a functioll UI material. Hence, temperature rise is...
Most questions answered within 3 hours.
-
Using MARS simulator, write MIPS programs according to
the following scenarios: Receive a positive integer number...
asked 29 seconds ago -
An object in front of a concave mirror has a real image that is
11.5 cm...
asked 14 minutes ago -
Consider the reaction, C3 H8 + O2 --> CO2 + H2O. How many
moles of O2...
asked 1 hour ago -
You and your opponent both roll a fair die. If you both roll the
same number,...
asked 2 hours ago -
In a study of the accuracy of fast food drive-through orders,
Restaurant A had 257 accurate...
asked 2 hours ago -
Identify and describe in detail the four categories of
institutions that could be included in a...
asked 2 hours ago -
In python
class Customer:
def __init__(self, customer_id, last_name, first_name, phone_number, address):
self._customer_id = int(customer_id)
self._last_name =...
asked 2 hours ago -
What is an example of a limitation in implementing a new
ERP system and how it...
asked 2 hours ago -
In a section of 9.7cm of an artery with a radius of 2.6mm there
is a...
asked 2 hours ago -
the two carboxylic acid groups of aspartic acid have different
acidities with pKa values of 2.1...
asked 2 hours ago -
Would CuCO3 aqueous salt combined with calcium chloride
form a solid precipitate? If so, what would...
asked 2 hours ago -
How do ECM Solutions assist in embedding a culture of continuous
improvement in an organization? (Project...
asked 2 hours ago